






Продукция

















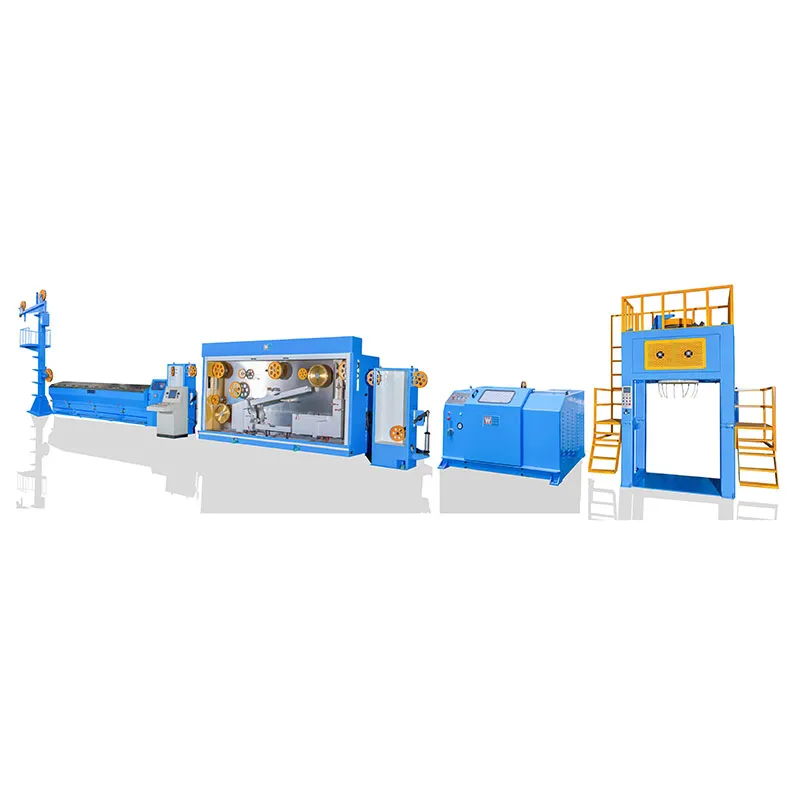
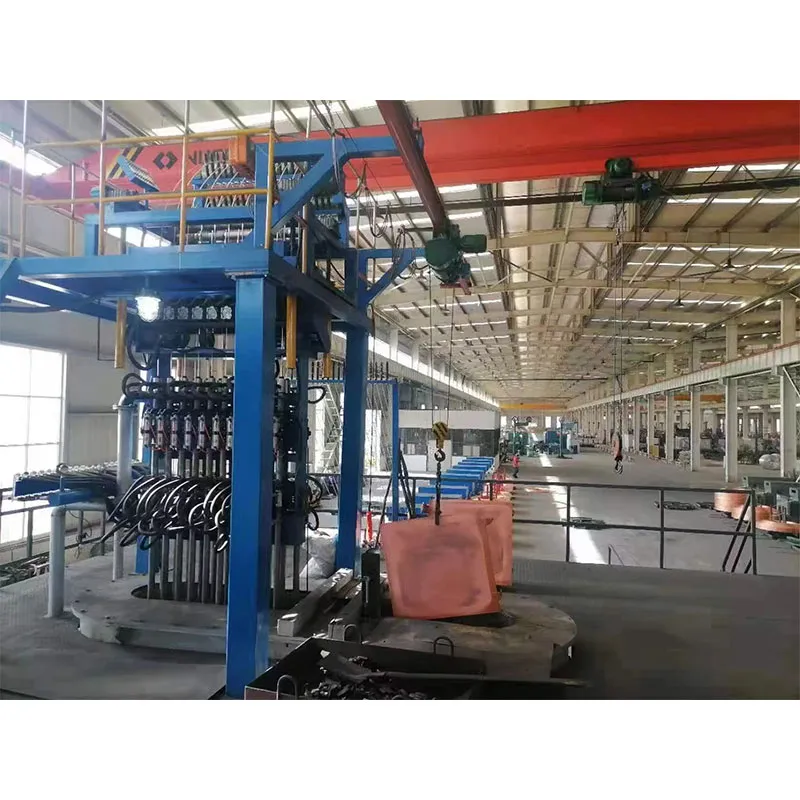
Оборудование для непрерывного литья и прокатки алюминиевой катанки
Виды продукции
Алюминиевые круглые прутки для электротехники: EC1350, 1370
3-я серия алюминиевых сплавов: 3003, 3102
8030, 8176: алюминиевый сплавный стержень
6201, 6101: алюминиевый сплавный стержень
Описание
маркер
Виды продукции
| Алюминиевые круглые прутки для электротехники | EC1350, 1370 |
| 3-я серия алюминиевых сплавов | 3003, 3102 |
| 8030, 8176 | алюминиевый сплавный стержень |
| 6201, 6101 | алюминиевый сплавный стержень |
Сопутствующие технические параметры
| Производство алюминиевых стержней диаметром | Φ9,5±0,5 мм, Φ12±0,5 мм |
| Диаметр кристаллизационного колеса | Φ1800 мм |
| Форма литейной машины | цельная установка с непрерывной заливкой |
| Площадь сечения слитка | ≈2400 мм² |
| Тип кристаллизационного колеса | трапециевидное кристаллизационное колесо |
| Количество проходов прокатки | 15 |
| Номинальный размер валка | 255 мм |
| Производственная мощность | 4-5 т/ч |
| Вес алюминиевой штанги в кольце | 2-2,5 т |
Состав оборудования
Оборудование в основном состоит из непрерывного литейного конвертера, устройства прямки, переднего тягового стана, гильотинного ножниц, моста, индукционного нагревательного устройства, непрерывной прокатной мельницы, системы эмульсионной смазки прокатного стана, системы масляной смазки прокатного стана, машинки для закалки, охлаждения и свивки прутьев, а также системы электрического управления непрерывно-прокатной линии.
Технические параметры прокатного стана
| Диаметр стержня | Φ9,5, Φ12,0 |
| Количество стоек | 15 |
| Номинальный размер валка | Φ255 мм |
| Соседние каркасы передаточное отношение | 1:1.25 |
| Максимальная конечная скорость прокатки | V=6,2 м/с |
| Высота центра прокатки | 1620 мм |
| Мощность главного двигателя | 440 кВт (постоянный ток) |
| Объем масляного бака для зубчатых передач | 5 м³ |
Технические параметры намотки
| Диаметр стержня | Φ9,5, Φ12,0 |
| Диаметр кольца | Φ2200×Φ1500 мм |
| Кольцевой двигатель | 3 кВт частотный преобразователь для регулирования скорости |
| Электродвигатель малогабаритного автомобиля | 3 кВт |
| Мотор поворотной рамы | 1,5 кВт × 2 |
| Вес стойки | 2—2,5T |
Электрическая система управления
1. Часть электрощитового оборудования размещается в специальном распределительном помещении цеха (распределительное помещение предоставляется пользователем), на производственной площадке размещаются только пульты управления литейной машиной, прокатным станом и обмоточным станом. Электрощитовое оборудование имеет эстетичный внешний вид, удобное прокладывание и подключение кабелей. Основное управление электроприводом всей производственной линии включает:
Коммутационный щит управления постоянного тока (расширительное устройство регулирования скорости постоянного тока Siemens, Германия)
Распределительный шкаф с релейным управлением (частотные преобразователи Siemens, Германия)
Контрольный шкаф печи нагрева
Пульт управления литейной машиной
главный пульт управления горячей прокатной мельницы
Пульт управления сборкой
Панель управления нагревателем
2. На производственной линии непрерывная разливочная машина, передняя тяговая машина, роликовый резак, непрерывная прокатная машина и приводные части устройства сбора стержней синхронно управляются с помощью PLC Siemens. Управляющая часть использует PLC + сенсорный экран для точного и надежного координации работы всей системы. Все требования к регулированию скорости могут быть выполнены с помощью управляющих устройств на пульте управления или сенсорного экрана человеко-машинного интерфейса на главном пульте управления (Siemens, Германия), с двумя режимами управления: одиночным и связанным.
3. В режиме одиночного управления скорость литья, переднего тягателя, резки на валках, прокатки и сбора прутков может отдельно регулироваться через интерфейс человека и машины или пульт управления.
4. В режиме связного управления скорость тяговых, прокатных и вращающихся валковых двигателей автоматически подстраивается под скорость литьевой машины, которая служит эталоном для пропорционального синхронного управления скоростью (каждый двигатель оснащен микрорегулировкой связной скорости) с калибровкой и компенсацией погрешностей скорости.
5. ПЛК использует серию Siemens S7-1200, а вся система управления работает на автоматическом управлении ПЛК с возможностью ручного управления.
6. Сенсорный экран использует цветной сенсорный экран Siemens для взаимодействия с оператором, что позволяет удобно отправлять команды управления и отслеживать работу оборудования. Функции сенсорного экрана:
Скорость, ток, напряжение, синхронное управление и индикация неисправностей непрерывной разливочной машины, тягового устройства, роликового резака, непрерывного проката и намотчика.
7. Для обеспечения непрерывной нормальной работы агрегата электроуправляемые части водной системы, масляной системы прокатного стана и эмульсионной системы работают по принципу «один в работе, один в резерве».
связаться с нами
Сопутствующие популярные продукты

Трубчатая машина для отжига и лужения
Интегрированное и эффективное производство: интегрированный отжиг, лужение, охлаждение, уборка и другие процессы, не требуют сегментной перевалки, производительность выше, чем традиционное субстантивное оборудование более чем на 35%, единая производственная линия может обеспечить непрерывную обработку медной проволоки 0,1 – 1,0 мм.

Малый и средний волочильный непрерывный отжиг машина 22DHT
Типовые характеристики 1.Двойной преобразователь частоты, автоматическое управление натяжением. 2. Извлечение нулевой скользящей конструкции, высокая производительность, отличное качество поверхности готовой линии. 3.Низкое энергопотребление, экономия электроэнергии на 20% – 25% по сравнению с традиционными моделями, может снизить себестоимость производства. 4. Широкое использование импортных компонентов, высокая надежность.

Два провода большой волочильный машина
Двухпозиционная параллельная обработка: оснащена двумя независимыми вытяжными станциями, может одновременно выполнять операции по вытягиванию двух медных стержней, по сравнению с одноголовым вытяжным механизмом, производительность непосредственно увеличивается почти в два раза, подходит для крупномасштабного сценария производства грубой вытяжки.

Крупная и средняя волочильная машина с непрерывным отжигом
Характеристики 1. Вся машина принимает двойное управление преобразованием частоты и автоматическую коррекцию напряжения. 2. Высокоточная шлифовая передача передач. 3. Поверхность колеса чертежа провода распыляется высокоустойчивым карбидом вольфрама. 4. Часть расширения принимает полное погружение смазки и изолирована от части коробки передач.
Большая машина непрерывного отжига с протяжкой 13D
Характеристики 1. Размещение вытяжных колес горизонтально, вытяжное масло, пропитанное вытяжными колесами — простота в эксплуатации 2. Карбид вольфрама сваренный на поверхности стального кольца — прочный 3. Передовая система ЧПУ — высокая эффективность 4. передача передач – низкий шум и хорошая стабильность

Большая волочильная машина для алюминиевой катанки
Характеристики 1. Размещение вытяжных колес горизонтально, вытяжное масло, пропитанное вытяжными колесами — простота в эксплуатации 2. Карбид вольфрама сваренный на поверхности стального кольца — прочный 3. Передовая система ЧПУ — высокая эффективность 4. передача передач – низкий шум и хорошая стабильность
Машина для литья медных стержней
Бескислородные медные непрерывно – литейные агрегаты (далее именуемые агрегатами) используются для производства длинных светлых бескислородных медных стержней / сплавных медных стержней, длинных светлых бескислородных медных трубных заготовок и длинных светлых бескислородных медных заготовок и других профилей.

Малый и средний волочильный непрерывный отжиг машина 16DHT
Типовые характеристики 1.Двойной преобразователь частоты, автоматическое управление натяжением. 2. Извлечение нулевой скользящей конструкции, высокая производительность, отличное качество поверхности готовой линии. 3.Низкое энергопотребление, экономия электроэнергии на 20% – 25% по сравнению с традиционными моделями, может снизить себестоимость производства. 4. Широкое использование импортных компонентов, высокая надежность.

Средний волочильный машина ZL280/13
Характеристики 1. Автоматическое управление напряжением преобразователя постоянного тока или двойной частоты. 2. Высокая эффективность производства и низкое потребление энергии. 3. Высокоточная передача передач, низкий шум. 4. Импортированные компоненты широко используются, с высокой надежностью.

Малый и средний волочильный непрерывный отжиг машина 20DHT
Типовые характеристики 1.Двойной преобразователь частоты, автоматическое управление натяжением. 2. Извлечение нулевой скользящей конструкции, высокая производительность, отличное качество поверхности готовой линии. 3.Низкое энергопотребление, экономия электроэнергии на 20% – 25% по сравнению с традиционными моделями, может снизить себестоимость производства. 4. Широкое использование импортных компонентов, высокая надежность.

Средний волочильный непрерывный отжиг машина ZLT250/21
Характеристики 1. Двойное преобразование частоты, контроль напряжения. 2. 591 регулятор постоянного тока принимается, контроль отжигания. 3. Оборудование принимает 3-ступенчатое независимое отжигание постоянного тока. 4. Часть управления принимает ПЛК и управление человеком-машиной.

Большая машина непрерывного отжига с протяжкой 8D
Характеристики 1. Размещение вытяжных колес горизонтально, вытяжное масло, пропитанное вытяжными колесами — простота в эксплуатации 2. Карбид вольфрама сваренный на поверхности стального кольца — прочный 3. Передовая система ЧПУ — высокая эффективность 4. передача передач – низкий шум и хорошая стабильность

Машина для подачи проволоки
Производство кабелей: для волочения, отжига, лужения, скрутки и других процессов металлической проволоки, такой как медная проволока, алюминиевая проволока, чтобы обеспечить стабильную развязку провода, приспосабливается к стандартной линейной тарелке 500 мм / фи 630 мм, несущая масса до 500 – 800 кг, чтобы удовлетворить потребности в непрерывной подаче кабельной линии среднего и большого размера.

Малый волочильный непрерывный отжиг машина
Типовые характеристики 1.Двойное преобразование частоты, управление натяжением. 2. Использование регулятора постоянного тока 591 для управления отжигом. 3. Оборудование представляет собой 3 сегмента независимого отжига постоянного тока. 4.Компонент управления использует PLC, управление человеком и машиной.

Средний и большой волочильный машина
Характеристики 1. Вся машина принимает двойное управление преобразованием частоты и автоматическую коррекцию напряжения. 2. Высокоточная шлифовая передача передач. 3. Поверхность колеса чертежа провода распыляется высокоустойчивым карбидом вольфрама. 4. Часть расширения принимает полное погружение смазки и изолирована от части коробки передач.

Малый и средний волочильный машина 22DH
Типовые характеристики 1.Двойной преобразователь частоты, автоматическое управление натяжением. 2. Извлечение нулевой скользящей конструкции, высокая производительность, отличное качество поверхности готовой линии. 3.Низкое энергопотребление, экономия электроэнергии на 20% – 25% по сравнению с традиционными моделями, может снизить себестоимость производства. 4. Широкое использование импортных компонентов, высокая надежность.