






Продукция










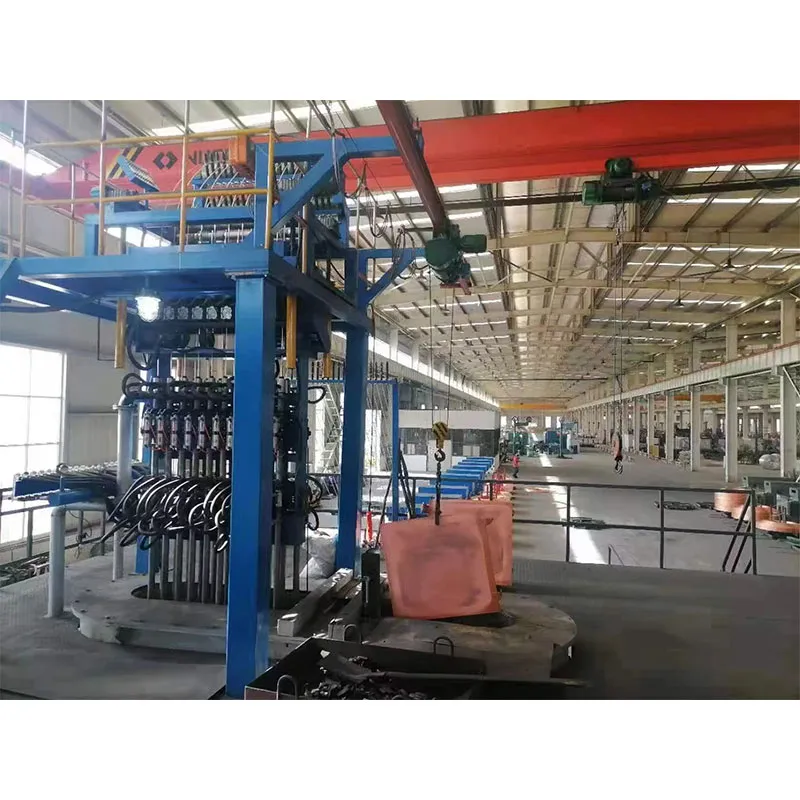








Машина для литья медных стержней
Бескислородные медные непрерывно – литейные агрегаты (далее именуемые агрегатами) используются для производства длинных светлых бескислородных медных стержней / сплавных медных стержней, длинных светлых бескислородных медных трубных заготовок и длинных светлых бескислородных медных заготовок и других профилей.
Описание
маркер
Общий обзор:
Бескислородные медные непрерывно - литейные агрегаты (далее именуемые агрегатами) используются для производства длинных светлых бескислородных медных стержней / сплавных медных стержней, длинных светлых бескислородных медных трубных заготовок и длинных светлых бескислородных медных заготовок и других профилей.
Преимущества оборудования:
Наша компания производит бескислородные медные стержни с приводом, которые имеют следующие преимущества:
1. Контроль содержания кислорода для устранения пустоты медного стержня основной технологии:
После постоянного совершенствования и изучения был разработан уникальный набор технологий. Передовые основные технологии, которые эффективно устраняют пустые сердечники и контролируют содержание кислорода в диапазоне 10 ppm.
2. Низкое энергопотребление, потребление энергии в одной тонне на 20% ниже, чем у аналогичного оборудования в Китае:
2.1 В плавильной печи используется энергосберегающий датчик, преобразованный из печи типа O в печь типа W, так что первоначальная тонна расплавленной меди
Потребление электроэнергии снизилось с 400 до 280 градусов. Экономия энергии снизилась более чем на 30%.
2.2 Использование отечественного трехфазного балансировочного трансформатора * * *, так что коэффициент мощности печи составляет более 0,99,
Значительно повысилась эффективность печи. Это экономит ценные ресурсы для страны и снижает производственные издержки для клиентов. Это принесло очевидные социальные и экономические выгоды, внеся выдающийся вклад в энергосбережение и снижение потребления в медной промышленности.
3. Компьютерное управление, автоматическое переключение передач с управлением температурой, система сервопривода, операционный интерфейс человеко - машинного диалога: наша компания самостоятельно разработала программу компьютерного управления с высокой точностью управления, имеет свою собственную независимую интеллектуальную собственность, клиенты могут пользоваться бесплатным обновлением программы.
4. Полностью автоматическая контрольная линия сбора, вес одного диска более 4 тонн:
Система сбора и сортировки использует управление преобразованием частоты, а также связь с верхним наведением, так что высокоточная реализация точной сортировки, вес одного диска для получения рулона более 4 тонн, максимальный вес до 5 тонн. В стране далеко впереди.
5. Топливные материалы с наивысшей температурной стойкостью:
Компания самостоятельно разработала конфигурацию шихты, используя огнеупорный материал с самым высоким уровнем термостойкости, начиная с класса термостойкости
Температурная стойкость на 1300 градусов выше, чем у других производителей, что повышает срок службы печи.
| No. | Тип | SYL-1000T | SYL-2000T | SYL-3000T | SYL-5000T | SYL-6000T | SYL-8000T | SYL-10000T | SYL-12000T | SYL-15000T |
| 1 | Ежемесячная производственная мощность | ≥100 тонн в месяц | ≥ 185 тонн в месяц | ≥300 тонн в месяц | ≥450 тонн в месяц | ≥550 тонн в месяц | ≥720 тонн в месяц | ≥950 тонн в месяц | ≥1150 тонн в месяц | ≥1360 т / месяц |
| 2 | индукционная форма печи | Комбинированная трехкорпусная печь | ||||||||
| 3 | Годовое рабочее время | 7920 часов | ||||||||
| 4 | Скорость плавления меди | ≥150 кг / ч | ≥ 260 кг / ч 4 головки | ≥ 450 кг / ч | ≥650 КГ / ч | ≥ 800 кг / ч | ≥1050 кг / ч | ≥1300 кг / ч | ≥ 2000 кг / ч | ≥ 2000 кг / ч |
| 5 | Количество головок | Две головы | Четыре головы | Шесть голов | Десять голов | Двенадцать голов | Четырнадцать голов | Двадцать голов. | 20 - 24 головы | 24 Головы |
| 6 | Диаметр литейного стержня | 8 - 20 мм | ||||||||
| 7 | шаг тягового узла | 0 - 10 мм регулируемый | ||||||||
| 8 | Скорость тяги | 0.3~3.0m/min | ||||||||
| 9 | частота тяги | 0 - 800 раз в минуту | ||||||||
| 10 | Драйвер | привод с двумя сервомоторами | ||||||||
| 11 | точность слежения за уровнем жидкости | ±1 мм | ||||||||
| 12 | Режим буксировки | пневматический зажим цилиндра | ||||||||
| 13 | Способ загрузки сырья | Загрузка электрических талей | ||||||||
| 14 | Установленная мощность | 120KVA | 150KVA | 300KVA | 350KVA | 400KVA | 550KVA | 600KVA | 750KVA | 1200KVA |
| 15 | Эксплуатационная мощность | 80KW | 100KW | 230KW | 290KW | 330KW | 450KW | 500KW | 550KW | 850KW |
| 16 | Рабочая температура | 1150° | ||||||||
| 17 | Максимальная температура | 1300° | ||||||||
| 18 | моталка | 1единиц | 2единиц | 3единиц | 5единиц | 6единиц | 7единиц | 8 - 10 единиц (необязательно для однослойной или двухслойной установки) | 10 - 12 единиц (необязательно для однослойной или двухслойной установки) | 12 единиц (необязательно для однослойной или двухслойной установки) |
| 19 | Способ намотки | УВЧ автоматический привод | ||||||||
| 20 | Вес одного тома | 3 тонны и более | 4 тонны и более | |||||||
| 21 | Потребление электроэнергии на тонну расплавленной меди | 350KWH | 320KWH | 290KWH | ||||||
связаться с нами
Сопутствующие популярные продукты

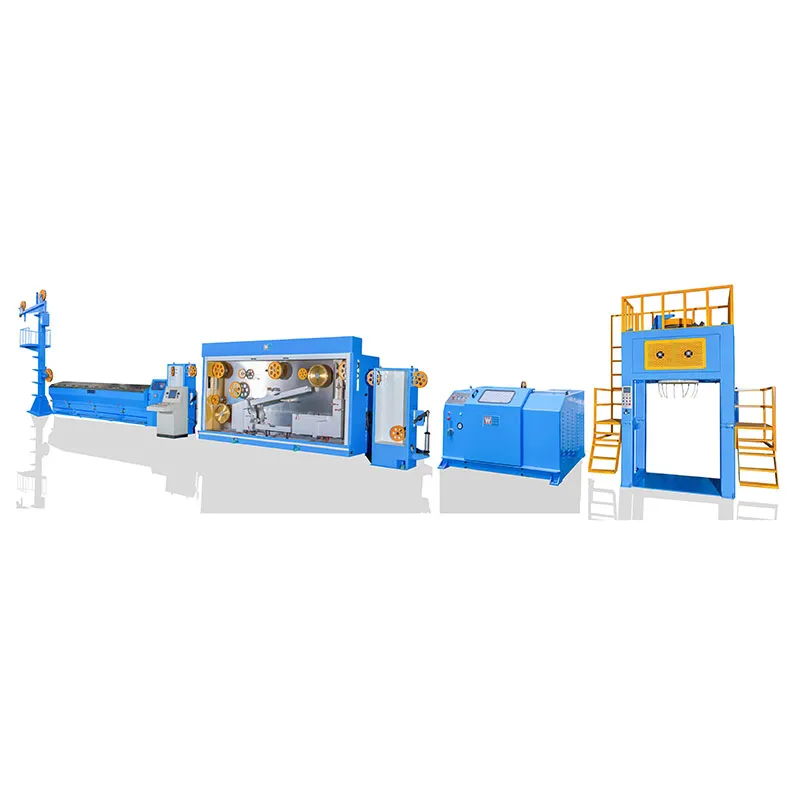
Два провода большой волочильный машина
Двухпозиционная параллельная обработка: оснащена двумя независимыми вытяжными станциями, может одновременно выполнять операции по вытягиванию двух медных стержней, по сравнению с одноголовым вытяжным механизмом, производительность непосредственно увеличивается почти в два раза, подходит для крупномасштабного сценария производства грубой вытяжки.

Средний волочильный машина ZL250/21
Характеристики 1. Автоматическое управление напряжением преобразователя постоянного тока или двойной частоты. 2. Высокая эффективность производства и низкое потребление энергии. 3. Высокоточная передача передач, низкий шум. 4. Импортированные компоненты широко используются, с высокой надежностью.

Машина для намотки проволоки
Двумодовая совместимая высокоэффективная параллельная проводка: адаптируется к двум стандартным линейным дискам с двумя типами фи500mm / Фи630mm, поддерживает 2 – 12 однониточных синхронных параллельных проводов, вес одного диска может достигать 500 – 800 кг, чтобы удовлетворить потребности в массовом параллельном проводе кабельной линии среднего и большого размера, эффективность сбора более чем на 40% выше, чем у одномодового оборудования.

Малый и средний волочильный машина 22DH
Типовые характеристики 1.Двойной преобразователь частоты, автоматическое управление натяжением. 2. Извлечение нулевой скользящей конструкции, высокая производительность, отличное качество поверхности готовой линии. 3.Низкое энергопотребление, экономия электроэнергии на 20% – 25% по сравнению с традиционными моделями, может снизить себестоимость производства. 4. Широкое использование импортных компонентов, высокая надежность.

Большая машина непрерывного отжига с протяжкой 8D
Характеристики 1. Размещение вытяжных колес горизонтально, вытяжное масло, пропитанное вытяжными колесами — простота в эксплуатации 2. Карбид вольфрама сваренный на поверхности стального кольца — прочный 3. Передовая система ЧПУ — высокая эффективность 4. передача передач – низкий шум и хорошая стабильность

Большая машина непрерывного отжига с протяжкой 9D
Характеристики 1. Размещение вытяжных колес горизонтально, вытяжное масло, пропитанное вытяжными колесами — простота в эксплуатации 2. Карбид вольфрама сваренный на поверхности стального кольца — прочный 3. Передовая система ЧПУ — высокая эффективность 4. передача передач – низкий шум и хорошая стабильность
Большая машина непрерывного отжига с протяжкой 13D
Характеристики 1. Размещение вытяжных колес горизонтально, вытяжное масло, пропитанное вытяжными колесами — простота в эксплуатации 2. Карбид вольфрама сваренный на поверхности стального кольца — прочный 3. Передовая система ЧПУ — высокая эффективность 4. передача передач – низкий шум и хорошая стабильность

Средний волочильный непрерывный отжиг машина ZLT250/21
Характеристики 1. Двойное преобразование частоты, контроль напряжения. 2. 591 регулятор постоянного тока принимается, контроль отжигания. 3. Оборудование принимает 3-ступенчатое независимое отжигание постоянного тока. 4. Часть управления принимает ПЛК и управление человеком-машиной.

Малый волочильный непрерывный отжиг машина
Типовые характеристики 1.Двойное преобразование частоты, управление натяжением. 2. Использование регулятора постоянного тока 591 для управления отжигом. 3. Оборудование представляет собой 3 сегмента независимого отжига постоянного тока. 4.Компонент управления использует PLC, управление человеком и машиной.

Малый и средний волочильный машина 20DH
Типовые характеристики 1.Двойной преобразователь частоты, автоматическое управление натяжением. 2. Извлечение нулевой скользящей конструкции, высокая производительность, отличное качество поверхности готовой линии. 3.Низкое энергопотребление, экономия электроэнергии на 20% – 25% по сравнению с традиционными моделями, может снизить себестоимость производства. 4. Широкое использование импортных компонентов, высокая надежность.

Большая машина непрерывного отжига с протяжкой 11D
Характеристики 1. Размещение вытяжных колес горизонтально, вытяжное масло, пропитанное вытяжными колесами — простота в эксплуатации 2. Карбид вольфрама сваренный на поверхности стального кольца — прочный 3. Передовая система ЧПУ — высокая эффективность 4. передача передач – низкий шум и хорошая стабильность

Малый волочильный машина
Типовые характеристики 1.Двойной преобразователь частоты, автоматическое управление натяжением. 2. Извлечение нулевой скользящей конструкции, высокая производительность, отличное качество поверхности готовой линии. 3.Низкое энергопотребление, экономия электроэнергии на 20% – 25% по сравнению с традиционными моделями, может снизить себестоимость производства. 4. Широкое использование импортных компонентов, высокая надежность.

8-канальная волочильная машина
Высокая производительность: 8 медных проволочных волочильных машин могут интегрировать весь процесс сокращения диаметра, формования в одну производственную линию, для достижения непрерывного производства, сырье входит с одного конца, готовая продукция закрывается с другого конца, уменьшая транзитное звено, избегая частой разгрузки, загрузки, что значительно сокращает время простоя, производительность за единицу времени намного выше, чем одноголовое оборудование.

Малый и средний волочильный непрерывный отжиг машина 16DHT
Типовые характеристики 1.Двойной преобразователь частоты, автоматическое управление натяжением. 2. Извлечение нулевой скользящей конструкции, высокая производительность, отличное качество поверхности готовой линии. 3.Низкое энергопотребление, экономия электроэнергии на 20% – 25% по сравнению с традиционными моделями, может снизить себестоимость производства. 4. Широкое использование импортных компонентов, высокая надежность.

Малый и средний волочильный непрерывный отжиг машина 22DHT
Типовые характеристики 1.Двойной преобразователь частоты, автоматическое управление натяжением. 2. Извлечение нулевой скользящей конструкции, высокая производительность, отличное качество поверхности готовой линии. 3.Низкое энергопотребление, экономия электроэнергии на 20% – 25% по сравнению с традиционными моделями, может снизить себестоимость производства. 4. Широкое использование импортных компонентов, высокая надежность.

Сверхтонкая волочильная машина 20DHA
Типовые характеристики 1.Двойной преобразователь частоты, автоматическое управление натяжением. 2. Извлечение нулевой скользящей конструкции, высокая производительность, отличное качество поверхности готовой линии. 3.Низкое энергопотребление, экономия электроэнергии на 20% – 25% по сравнению с традиционными моделями, может снизить себестоимость производства. 4. Широкое использование импортных компонентов, высокая надежность.